











Распределённые системы управления на базе малых контроллеров DirectLogic: DL-05 и DL-06
Усложнять просто, упрощать сложно.
Закон Мейера
Повышение эффективности управления во многом зависит от организации структуры СУ и информационного обеспечения. С позиции управления можно выделить следующие основные классы структур СУ: децентрализованную, централизованную, централизованную рассредоточенную и иерархическую.
При разработке распределенных систем в масштабах установки применяются промышленные сети, отличающиеся высокой надёжностью по передаче данных. К преимуществам этого подхода относится: значительное сокращение монтажных разводок, уменьшение помех на аналоговых измерительных каналах, улучшение эргономики.
Четыре семейства контроллеров Direct Logic, DL105, DL205, DL305 и DL405, с различными вычислительными и коммуникационными возможностями позволяют создавать системы различной мощности. Для связи с верхним уровнем, реализованном на базе промышленного компьютера, используется протокол, совместимый с общепринятыми индустриальными стандартами.
Рассмотрим несколько прикладных решений распределенных систем управления технологическими процессами электроннолучевой сварки и вакуумной плавки.
Установка для электронно-лучевой сварки «ЭЛУ-20Р»
Под термином установка для электроннолучевой сварки обычно понимают совокупность устройств, приборов и аппаратуры для выполнения всех сварочных и вспомогательных операций. Основными элементами установки «ЭЛУ-20Р» являются:
1. Рабочая камера.
2. Станочный комплекс изделия и электроннолучевой пушки.
3. Вакуумная система.
4. Энергетический комплекс.
5. Автоматизированная система управления.
Установки могут включать следующие опции: устройство оптического видеонаблюдения за процессом сварки, устройства контроля проплава, механизмы защиты смотровых окон от напыления, подачи присадочной проволоки и прочее.
Рабочая камера предназначена для создания вакуумного пространства, размещения станочных комплексов изделия, пушки и технологической оснастки.
Электромеханический комплекс предназначен для выполнения всех сварочных, установочных и транспортных перемещений свариваемого изделия и электронной пушки.
К энергетическому комплексу относится аппаратура предназначенная для формирования пучка электронов с заданными параметрами, управления его мощностью и положением относительно свариваемого стыка.
Вакуумная система установки «ЭЛУ-20Р» предназначена для создания и поддержания в рабочей камере и катодной части пушки.
Вакуумная система выполняет следующие технологические операции:
- откачка форвакуума;
- подготовка высоковакуумного агрегата к работе;
- отключение форвакуумной линии;
- включение высоковакуумного агрегата на камеру и откачка высокого вакуума;
- последовательное отключение высоковакуумной линии по окончанию процесса сварки;
- напуск атмосферного давления в вакуумную камеру.
Получение вакуума в катодном узле пушки выполнено с применением турбомолекулярного насоса типа ВВ-150.
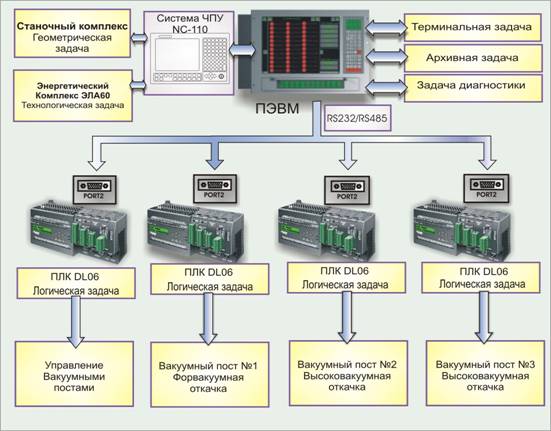
Система управления электроннолучевой установки «ЭЛУ-20Р» построена на базе системы ЧПУ NС-110, промышленного компьютера WS-855, работающего под управлением операционной системы Windows 2000 и сети ПЛК, включающей четыре контроллера семейства Direct Logic.
Для уменьшения количества соединений между исполнительными элементами и устройством управления, расширения возможностей по обслуживанию территориально распределённых исполнительных элементов установки применяются автономные вакуумные станции, управление которыми построено на базе контроллеров DL-06. При этом, отдельные части системы обмениваются между собой данными по последовательному каналу, подчиняясь командам компьютера.
Вакуумная система установки «ЭЛУ 20Р» состоит их унифицированных автономных откачных станций: одного низковакуумного СНВ-180/1500 и двух высоковакуумных СВВ-63/150/500., управление работой которыми осуществляется от контроллеров DL-06.
В состав поста № 1, предназначенного для получения низкого вакуума, входят двухроторный насос 2ДВН-1500 (насос Рутса), механический насос АВЗ-180, пневматические клапаны, датчики для измерения вакуума, система охлаждения, система управления.
В состав постов № 2 и № 3, предназначенных для получения высокого вакуума, входят механические насосы АВЗ-63, роторные насосы ДВН-150 и диффузионные насосы НД-500, водоохлаждаемые ловушки, пневматические клапаны, датчики для измерения вакуума, система охлаждения, системы управления.
|
Структурная схема системы управления «ЭЛУ 20Р» |
Программное обеспечение контроллера обеспечивает последовательное управление исполнительными элементами вакуумной системы в соответствии с заданным режимом работы (подготовка вакуумной системы к работе, создание рабочего вакуума, проверка натекания, окончание работы).
СУ обеспечивает выполнение следующих функций:
- автоматическое управление работой вакуумной системы с возможностью работы в ручном и наладочном режимах;
- числовое программное управление механизмами станочного комплекса;
- контроль охлаждения элементов установки;
- автоматический выход на режим сварки и автоматическое окончание сварочного процесса по заранее выбранному закону, программное управление энергетическими характеристиками (током луча, током фокусировки);
- автоматическое наведение луча на стык свариваемых изделий;
- наблюдение зоны сварки с помощью видеоконтрольного устройства;
- документирование основных параметров сварки (распечатка паспорта сварки детали с указанием даты, номера детали, режима сварки).
Установка для вакуумного литья «ВПДС-1»
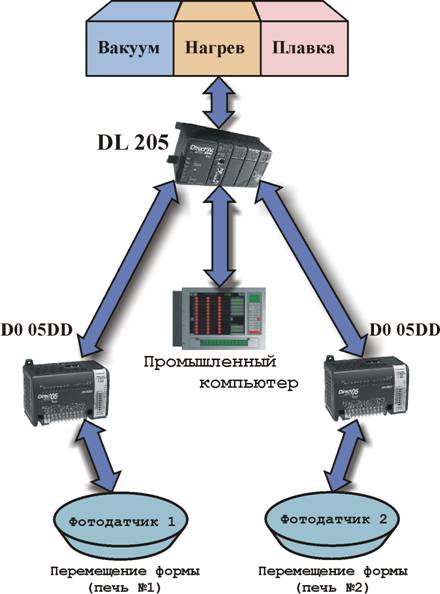
Установка «ВПДС-1» относится к новому поколению плавильных установок с компьютерным управлением. Система управления установки «ВПДС-1» построена на базе промышленного компьютера (верхний уровень) и сети промышленных программируемых логических контроллеров (нижний уровень).
Управление работой системы на нижнем уровне осуществляется от сертифицированных сетевых контроллеров DL-205 (ПЛК №1) и D0-05DD (ПЛК №2 и ПЛК №3) компании PLC Direct by Koyo Inc. Обмен между контроллерами Direct logic осуществляется по протоколу MODBUS. Организация связей обеспечивает взаимодействие между следующими элементами СУ:
- промышленным компьютером и сетью ПЛК; - ПЛК №1, ПЛК №2 и ПЛК №3;
- ПЛК №1 и элементами вакуумной и нагревательной подсистем;
- ПЛК №2 и фотодатчиком обратной связи перемещения формы (печь подогрева форм №1);
- ПЛК №3 и фотодатчиком обратной связи перемещения формы (печь подогрева форм №2).
Следует обратить внимание на распределение функций между сетью контроллеров и промышленным компьютером. Контроллеры выполняют все функции управления технологическим процессом вакуумного литья, компьютер выполняет математическое моделирование процесса и терминальную задачу управления – ввод, редактирование, запись программ нагрева и движения, визуализация состояния элементов технологического оборудования, хранение файлов истории технологического процесса, диагностики и ошибок.
ПЛК №1 осуществляет управление процессами нагрева печи подогрева форм, плавки металла в тигле, вакуумной откачки.
ПЛК №2 и ПЛК №3 обеспечивают управление перемещением форм в обеих печах установки. В качестве датчиков обратной связи по перемещению применяются фотодатчика типа ЛИР-158В.
|
Структурная схема системы управления установкой "ВПДС-1" |
Распределённую СУ отличает: экономически обоснованный набор и сочетание программно-аппаратных средств; повышенная помехозащищённость; простота конструкции; надёжность и низкая цена. Отличительными чертами такой СУ являются гибкость, многофункциональность, возможность программной модернизация алгоритма работы и технологии.